June 18, 2026
Why Tool Assembly Automation Is the Missing Link in Lights-Out CNC Manufacturing
Tool assembly is one of the most consistently overlooked bottlenecks in CNC manufacturing. Tools wear out constantly, the job of assembling them is manual and unforgiving, and in industrial conditions a single chip left in a collet can permanently damage an expensive holder. One wrong assembly stops a machine until someone fixes it. For shops building toward lights-out production, it's the one operation that quietly caps the ROI on everything else you've already built.
Tool assembly is one of the most consistently overlooked bottlenecks in CNC manufacturing. Tools wear out constantly, the job of assembling them is manual and unforgiving, and in industrial conditions a single chip left in a collet can permanently damage an expensive holder. One wrong assembly stops a machine until someone fixes it. For shops building toward lights-out production, it's the one operation that quietly caps the ROI on everything else you've already built.
CNC Automation
Manufacturing
Robotics
CNC Automation
Robotics
Manufacturing
Table of Contents

Tool Assembly: The Bottleneck Nobody Talks About
CNC shops have automated a remarkable amount of their production in the last decade. Machine tending robots. Automated pallet changers. Fleet orchestration software that queues jobs across multiple machines. In well-equipped facilities, parts can load, machine, and move to the next station without a person touching them.
Then the program changes, and everything stops.
In most shops running high-mix, low-volume production, the tool set for one job shares only a handful of holders with the next. That means near-total teardown and rebuild of 20 to 30 assemblies between jobs. Every one of those assemblies has to be disassembled, cleaned, and rebuilt by a person. Robots don't do it. Pallet changers don't solve it. The machines sit idle until the toolroom catches up.
The scale of this problem is hard to overstate. Automated cell loading increases CNC spindle utilization to 85%+, and lights-out manufacturing can increase weekly machine time from 40 to 168 hours.[^1] But both of those numbers assume the tools are ready and available when the machines need them. In most shops, that assumption fails nightly.
1.9M unfilled manufacturing jobs projected by 2033 | 85%+ spindle utilization achievable with automation | 50% scrap reduction possible with consistent robotic assembly |
|---|---|---|
Of 3.8M total new positions needed, half may go unfilled. Deloitte & Manufacturing Institute, 2024 | vs. 40–50% in manual-load setups. TiRapid CNC Industry Guide, 2025 | Consistent TIR ≤ 3 μm and accurate stickout every cycle. Industry estimates, 2024 |
Tool assembly is universal. It doesn't matter what industry you're in, what size shop you run, or how automated your production is. Tools wear out, and they wear out faster when you actually use your equipment at the speeds it was built to run. Every shop has to break down holders, clean collets, and rebuild assemblies. The process never stops.
Six Problems That Make Manual Tool Prep Unscalable
Tool assembly looks simple from the outside. In practice it concentrates six distinct production risks into a single manual step that runs around the clock.
1. High mix, low volume means constant teardown
Most shops today run high-mix, low-volume orders. A set of 30 tools for one part may share only two holders with the next job. A holder that ran a 10mm thread mill now needs to run a ball mill. The cycle never ends. One missing or incorrectly assembled tool stops production, and if it surfaces during a lights-out window, the fix waits for the next shift or the right operator. In 2026, 65% of manufacturers identify attracting and retaining production talent as their primary business challenge.[^2] Tool assembly operators are squarely in that category.
2. Zero tolerance for error in a job people don't stay in
Tool assembly demands total precision while being completely repetitive. The result is high attrition and constant re-training. Errors happen, such as a wrong collet, an off-spec stickout, a tool returned to the wrong pocket, and the cost shows up in scrapped parts, broken tools, and unplanned downtime rather than any line item anyone tracks. By 2033, the U.S. manufacturing industry is projected to need 3.8 million additional workers, with roughly 1.9 million of those positions at risk of going unfilled if current gaps aren't closed.[^2] The tool assembly role sits at the intersection of every factor driving that shortage: physically demanding, high stakes, low variety.
3. Critical maintenance steps get skipped
Ultrasonic cleaning of cutters, collets, and holders before and after assembly is standard practice on paper. In practice it gets skipped constantly. Not because operators don't know the protocol, but because time pressure wins and the manager isn't on the floor at midnight to enforce it. The consequence is cutting fluid residue and metal chips left in the collet bore, interfering with seating precision and accelerating wear on components that cost hundreds of dollars apiece. Automated systems don't skip steps. The cleaning sequence runs on every cycle, for every holder, without exception.
4. Oversized tool magazines are a deferred problem, not a solution
OEMs often recommend buying machines with large tool magazines and pre-loading them heavily so production never runs short. In practice this creates a large inventory of assembled holders sitting idle 90% of the time, which is a significant upfront capital with minimal utilization. When tools eventually wear out across that entire inventory, the mass teardown-and-rebuild cycle returns, at scale. The problem is deferred, not eliminated. The machine tools market was valued at approximately USD 97 billion in 2024 and is expected to nearly double to USD 196 billion by 2034, and the automation layer that sits on top of it is the gap most of that investment still leaves open.[^3]
5. Pallet changers deliver nothing without assembled tools
Automated pallet changers are a popular upgrade and they work well, with one hard constraint: they require tools to be staged and ready. If the toolroom is the bottleneck, the pallet changer doesn't help. You've automated the machine-side logistics and left the prep cycle fully manual. Advanced CNC machines have been shown to reduce production time by around 22% and material waste by 15% compared to traditional methods, but those gains assume the tooling side of the operation keeps pace.[^4] In most shops, it doesn't.
6. Manual tool prep is the ceiling on every other automation investment
Robotic machine tending, pallet automation, fleet orchestration - all of it depends on tools being ready when the machine is. When they aren't, the automated cell waits. In 2026, 69% of manufacturers report investing in robots and automation hardware specifically to fill workforce gaps.[^5] Automating tool assembly is one of the clearest places to apply that investment, and the one that most directly unblocks everything else you've already built.
The industry has been circling this problem for years. Cutting Tool Engineering put it directly: "How many companies look at the toolroom as a place where automation can play a key role in reducing costs and eliminating human interaction?"[^6] SME described the fully automated toolroom as a move "from wish list to workable reality," noting that "virtually every aspect of tool management, cleaning, assembly, presetting and delivery can happen without much, if any, human intervention."[^7] The problem is well understood. What's been missing is an architecture that treats tool assembly as a production input rather than a toolroom product.
The machines run through the nights and weekends. The toolroom still runs on shift hours. That gap, measured in spindle hours, is the real cost of not automating tool prep.


What Automated Tool Assembly Actually Requires
The full cycle, not just the press step
Automated tool assembly doesn't mean only automating the clamping operation. It means handling the complete lifecycle: retrieving used assemblies, cleaning before disassembly, disassembling, cleaning again after disassembly, drying, selecting the correct clamping configuration, reassembling with the new tool or collet, and returning the finished assembly to where it needs to be.
Partial automation, where a robot handles the press step but a person still manages cleaning or transport, solves part of the problem. The value is in closing the full loop so the cell can run without a person at any point in the sequence.
Integration into the broader cell
A standalone toolroom robot that operates in isolation from the production floor is a local improvement. The larger opportunity is connecting tool assembly into the automation architecture as a production input, so any machine in the fleet can receive any tool assembly at any time, on demand. That requires the assembly cell to connect to the same scheduling and orchestration layer that manages the rest of production, the same system that tracks job queues, machine availability, and tool life across the floor.
The CNC machining market is projected to reach approximately USD 129 billion by 2026, driven by automation adoption and Industry 4.0 integration.[^8] The shops capturing that growth are the ones treating tool prep as a production function rather than a task between shifts.
Why this approach is different from dedicated toolroom products
Automated tool preparation isn't a new idea. Several established toolroom equipment vendors have been building toward it for years, offering robotic cells built around their own proprietary presetting and measuring ecosystems. The integration question gets resolved by purchasing the whole universe from one vendor.
At DHR we approach this from the other direction. The question is "how does tool assembly become a production input that feeds the rest of the factory?" That difference in intent shows up in the hardware: a modular architecture designed to connect into a broader cell, support multiple holder standards, and expand as the production environment grows. The machine tools market has seen major investment go into automation that serves multi-machine, multi-brand environments rather than single-OEM configurations, and that trend is accelerating.[^9]

How DHR Approached It: The REGO-FIX Robotic Cell
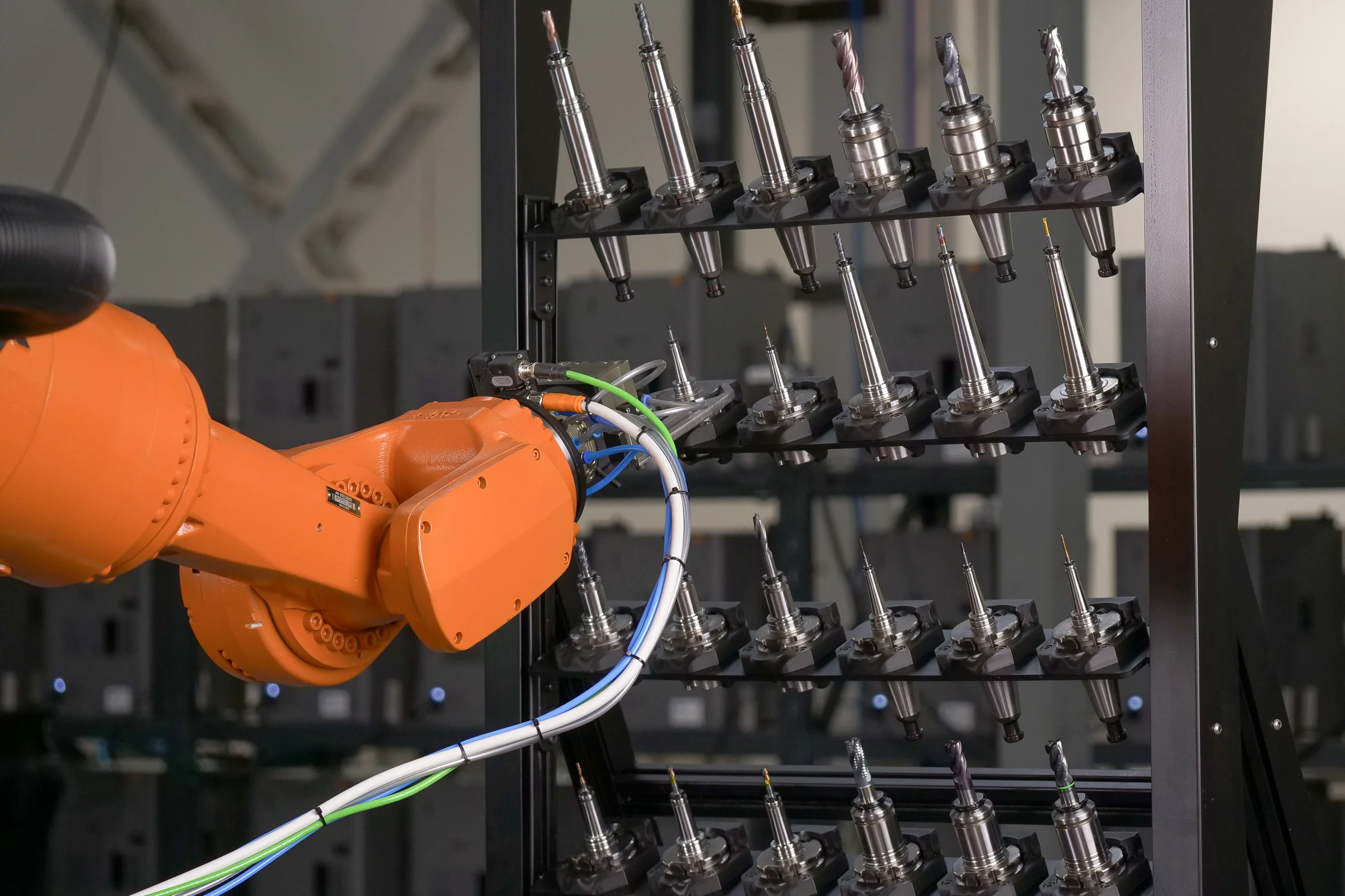
DHR built a robotic cell that fully automates tool holder disassembly, cleaning, and assembly for 24/7 unattended operation in CNC manufacturing.
The cell consists of four main components: an automated tool cart with modular trays, dedicated washing and drying stations, the REGO-FIX PGA 9500 clamping unit with automatic APG insert exchange, and a KUKA robot arm with tool changer. The robot handles insert selection autonomously based on job specification. No manual changeover is required between collet sizes.
The cleaning sequence is built into the program at two mandatory points: before disassembly to remove surface contamination and cutting fluid residue, and after disassembly before reassembly to ensure tools seat into a clean bore. Cleaning is not optional. It runs on every cycle, for every holder, without operator involvement.
The full sequence runs continuously: from dirty used assembly to clean, configured, ready-to-run tool holder. Load a cart of used holders before the shift ends. Come back to a full set, cleaned and reassembled, ready to run.
The architecture is modular. Adding support for a new holder standard means a new tray configuration, not a redesign of the cell. Connected to a CNC fleet and presetting station, the cell becomes part of a fully automated manufacturing line where any tool holder and tool combination can be prepared and loaded to any machine at any time, regardless of brand or machine age.
Think of it as an unlimited tool magazine. Not a storage solution, but an assembly function, one that runs through nights and weekends and delivers exactly the combination you need, when you need it.
For a full breakdown of the cell architecture, including the PGA 9500 integration and APG insert exchange system, see the REGO-FIX powRgrip robotic assembly project article.
If you're evaluating tool prep as part of a broader CNC automation strategy, get in touch with our sales team to learn more how we approach full-cell integration.
Frequently Asked Questions on Tool Assembly Automation
Tool Assembly: The Bottleneck Nobody Talks About
CNC shops have automated a remarkable amount of their production in the last decade. Machine tending robots. Automated pallet changers. Fleet orchestration software that queues jobs across multiple machines. In well-equipped facilities, parts can load, machine, and move to the next station without a person touching them.
Then the program changes, and everything stops.
In most shops running high-mix, low-volume production, the tool set for one job shares only a handful of holders with the next. That means near-total teardown and rebuild of 20 to 30 assemblies between jobs. Every one of those assemblies has to be disassembled, cleaned, and rebuilt by a person. Robots don't do it. Pallet changers don't solve it. The machines sit idle until the toolroom catches up.
The scale of this problem is hard to overstate. Automated cell loading increases CNC spindle utilization to 85%+, and lights-out manufacturing can increase weekly machine time from 40 to 168 hours.[^1] But both of those numbers assume the tools are ready and available when the machines need them. In most shops, that assumption fails nightly.
1.9M unfilled manufacturing jobs projected by 2033 | 85%+ spindle utilization achievable with automation | 50% scrap reduction possible with consistent robotic assembly |
|---|---|---|
Of 3.8M total new positions needed, half may go unfilled. Deloitte & Manufacturing Institute, 2024 | vs. 40–50% in manual-load setups. TiRapid CNC Industry Guide, 2025 | Consistent TIR ≤ 3 μm and accurate stickout every cycle. Industry estimates, 2024 |
Tool assembly is universal. It doesn't matter what industry you're in, what size shop you run, or how automated your production is. Tools wear out, and they wear out faster when you actually use your equipment at the speeds it was built to run. Every shop has to break down holders, clean collets, and rebuild assemblies. The process never stops.
Six Problems That Make Manual Tool Prep Unscalable
Tool assembly looks simple from the outside. In practice it concentrates six distinct production risks into a single manual step that runs around the clock.
1. High mix, low volume means constant teardown
Most shops today run high-mix, low-volume orders. A set of 30 tools for one part may share only two holders with the next job. A holder that ran a 10mm thread mill now needs to run a ball mill. The cycle never ends. One missing or incorrectly assembled tool stops production, and if it surfaces during a lights-out window, the fix waits for the next shift or the right operator. In 2026, 65% of manufacturers identify attracting and retaining production talent as their primary business challenge.[^2] Tool assembly operators are squarely in that category.
2. Zero tolerance for error in a job people don't stay in
Tool assembly demands total precision while being completely repetitive. The result is high attrition and constant re-training. Errors happen, such as a wrong collet, an off-spec stickout, a tool returned to the wrong pocket, and the cost shows up in scrapped parts, broken tools, and unplanned downtime rather than any line item anyone tracks. By 2033, the U.S. manufacturing industry is projected to need 3.8 million additional workers, with roughly 1.9 million of those positions at risk of going unfilled if current gaps aren't closed.[^2] The tool assembly role sits at the intersection of every factor driving that shortage: physically demanding, high stakes, low variety.
3. Critical maintenance steps get skipped
Ultrasonic cleaning of cutters, collets, and holders before and after assembly is standard practice on paper. In practice it gets skipped constantly. Not because operators don't know the protocol, but because time pressure wins and the manager isn't on the floor at midnight to enforce it. The consequence is cutting fluid residue and metal chips left in the collet bore, interfering with seating precision and accelerating wear on components that cost hundreds of dollars apiece. Automated systems don't skip steps. The cleaning sequence runs on every cycle, for every holder, without exception.
4. Oversized tool magazines are a deferred problem, not a solution
OEMs often recommend buying machines with large tool magazines and pre-loading them heavily so production never runs short. In practice this creates a large inventory of assembled holders sitting idle 90% of the time, which is a significant upfront capital with minimal utilization. When tools eventually wear out across that entire inventory, the mass teardown-and-rebuild cycle returns, at scale. The problem is deferred, not eliminated. The machine tools market was valued at approximately USD 97 billion in 2024 and is expected to nearly double to USD 196 billion by 2034, and the automation layer that sits on top of it is the gap most of that investment still leaves open.[^3]
5. Pallet changers deliver nothing without assembled tools
Automated pallet changers are a popular upgrade and they work well, with one hard constraint: they require tools to be staged and ready. If the toolroom is the bottleneck, the pallet changer doesn't help. You've automated the machine-side logistics and left the prep cycle fully manual. Advanced CNC machines have been shown to reduce production time by around 22% and material waste by 15% compared to traditional methods, but those gains assume the tooling side of the operation keeps pace.[^4] In most shops, it doesn't.
6. Manual tool prep is the ceiling on every other automation investment
Robotic machine tending, pallet automation, fleet orchestration - all of it depends on tools being ready when the machine is. When they aren't, the automated cell waits. In 2026, 69% of manufacturers report investing in robots and automation hardware specifically to fill workforce gaps.[^5] Automating tool assembly is one of the clearest places to apply that investment, and the one that most directly unblocks everything else you've already built.
The industry has been circling this problem for years. Cutting Tool Engineering put it directly: "How many companies look at the toolroom as a place where automation can play a key role in reducing costs and eliminating human interaction?"[^6] SME described the fully automated toolroom as a move "from wish list to workable reality," noting that "virtually every aspect of tool management, cleaning, assembly, presetting and delivery can happen without much, if any, human intervention."[^7] The problem is well understood. What's been missing is an architecture that treats tool assembly as a production input rather than a toolroom product.
The machines run through the nights and weekends. The toolroom still runs on shift hours. That gap, measured in spindle hours, is the real cost of not automating tool prep.
What Automated Tool Assembly Actually Requires
The full cycle, not just the press step
Automated tool assembly doesn't mean only automating the clamping operation. It means handling the complete lifecycle: retrieving used assemblies, cleaning before disassembly, disassembling, cleaning again after disassembly, drying, selecting the correct clamping configuration, reassembling with the new tool or collet, and returning the finished assembly to where it needs to be.
Partial automation, where a robot handles the press step but a person still manages cleaning or transport, solves part of the problem. The value is in closing the full loop so the cell can run without a person at any point in the sequence.
Integration into the broader cell
A standalone toolroom robot that operates in isolation from the production floor is a local improvement. The larger opportunity is connecting tool assembly into the automation architecture as a production input, so any machine in the fleet can receive any tool assembly at any time, on demand. That requires the assembly cell to connect to the same scheduling and orchestration layer that manages the rest of production, the same system that tracks job queues, machine availability, and tool life across the floor.
The CNC machining market is projected to reach approximately USD 129 billion by 2026, driven by automation adoption and Industry 4.0 integration.[^8] The shops capturing that growth are the ones treating tool prep as a production function rather than a task between shifts.
Why this approach is different from dedicated toolroom products
Automated tool preparation isn't a new idea. Several established toolroom equipment vendors have been building toward it for years, offering robotic cells built around their own proprietary presetting and measuring ecosystems. The integration question gets resolved by purchasing the whole universe from one vendor.
At DHR we approach this from the other direction. The question is "how does tool assembly become a production input that feeds the rest of the factory?" That difference in intent shows up in the hardware: a modular architecture designed to connect into a broader cell, support multiple holder standards, and expand as the production environment grows. The machine tools market has seen major investment go into automation that serves multi-machine, multi-brand environments rather than single-OEM configurations, and that trend is accelerating.[^9]
How DHR Approached It: The REGO-FIX Robotic Cell
DHR built a robotic cell that fully automates tool holder disassembly, cleaning, and assembly for 24/7 unattended operation in CNC manufacturing.
The cell consists of four main components: an automated tool cart with modular trays, dedicated washing and drying stations, the REGO-FIX PGA 9500 clamping unit with automatic APG insert exchange, and a KUKA robot arm with tool changer. The robot handles insert selection autonomously based on job specification. No manual changeover is required between collet sizes.
The cleaning sequence is built into the program at two mandatory points: before disassembly to remove surface contamination and cutting fluid residue, and after disassembly before reassembly to ensure tools seat into a clean bore. Cleaning is not optional. It runs on every cycle, for every holder, without operator involvement.
The full sequence runs continuously: from dirty used assembly to clean, configured, ready-to-run tool holder. Load a cart of used holders before the shift ends. Come back to a full set, cleaned and reassembled, ready to run.
The architecture is modular. Adding support for a new holder standard means a new tray configuration, not a redesign of the cell. Connected to a CNC fleet and presetting station, the cell becomes part of a fully automated manufacturing line where any tool holder and tool combination can be prepared and loaded to any machine at any time, regardless of brand or machine age.
Think of it as an unlimited tool magazine. Not a storage solution, but an assembly function, one that runs through nights and weekends and delivers exactly the combination you need, when you need it.
For a full breakdown of the cell architecture, including the PGA 9500 integration and APG insert exchange system, see the REGO-FIX powRgrip robotic assembly project article.
If you're evaluating tool prep as part of a broader CNC automation strategy, get in touch with our sales team to learn more how we approach full-cell integration.
Frequently Asked Questions on Tool Assembly Automation
References
[^1]: TiRapid. CNC Machining Industry Guide. 2025. tirapid.com
[^2]: Deloitte and The Manufacturing Institute. Taking Charge: Manufacturers Support Growth with Active Workforce Strategies. April 2024. prnewswire.com
[^3]: Global Market Insights. Machine Tools Market Size, Growth Outlook 2025–2034. 2024. gminsights.com
[^4]: European Commission Joint Research Centre. Advanced CNC Machine Productivity Study. December 2023. Reported via Verified Market Research: verifiedmarketresearch.com
[^5]: CADDi / Advanced Manufacturing. Report: Skilled-Labor Shortage Remains Top Challenge for Manufacturers. 2026. advancedmanufacturing.org
[^6]: Cutting Tool Engineering. Automating the Toolroom. ctemag.com
[^7]: SME. And Now, for Some Magic in Front of the Curtain. 2019. sme.org
[^8]: TiRapid. CNC Machining Industry Guide. 2025. tirapid.com / GoToMorris. CNC Industry Trends 2024. gotomorris.com
[^9]: SNS Insider. CNC Machine Tools Market Size, Share and Forecast 2024–2032.snsinsider.com / Verified Market Research. CNC Machine Tools Market.verifiedmarketresearch.com


